

Zigzag ginning theory, removal of impurities and brushing
The national standard “Cotton Fine Staple Cotton” (GB1103-1999) stipulates that the cotton content rate of infertile children is 20% to 30%. The ginning quality of sawtooth cotton has a great relationship with the impurity removal effect of the back box. The impurities discharged from the rear box can be divided into upper impurities and lower impurities according to the different parts of the impurity discharge.
(1) Upper debris discharge
The arc length area of the saw blade from the working point of the embossed rib to the upper debris row edge (or front windshield mouth) is called the upper debris discharge area. The upper impurity discharge includes the impurities discharged from the upper impurity discharge area and the impurities discharged from the upper impurity discharge knife edge.
When the saw teeth hook the fibers away from the sub-roll and enter the gap between the working points of the embossed rib row, the fibers in the tooth recess are no longer tight due to the loss of the pressure effect of the sub-roll on it and the penetration of outside air. The ground is embedded between the teeth and becomes a floating state, that is, a floating cotton layer is formed, which causes the impurities to break away from the entanglement of the fibers and be exposed in the space. This creates good conditions for the removal of impurities and fibers respectively. In the upper impurity discharge area, the impurities in the floating cotton layer move outward relative to the floating cotton layer under the action of inertial centrifugal force. The heavier the impurities, the greater the inertial centrifugal force, the faster they move outward, and the earlier they are separated from the floating cotton layer; conversely, the later they are separated from the floating cotton layer, and there is even no time to separate from the floating cotton layer in the upper impurity discharge area. When the impurities moved to the surface of the floating cotton layer pass through the upper row of debris blades, they are affected by the impact of the upper row of debris row edges and quickly change their direction and leave the floating cotton layer.
Therefore, the impurities discharged from the upper impurity discharge area and the impurities discharged by the upper impurity discharge knife edge are relatively heavy impurities in the floating cotton layer, mainly infertile children. The upper debris is either sucked away by the airflow, or thrown to the front windshield. Depending on the rebound effect of the front windshield and the dead weight of the impurities, it falls from the saw blade gap, or is thrown to the exhaust by the scraper roller. Miscellaneous spiral and output out of the machine.
As mentioned above, the upper impurity removal mainly relies on the action of inertial centrifugal force and the separation of the floating cotton layer, so increasing the speed of the saw shaft and increasing the diameter of the saw blade is beneficial to the upper impurity removal. However, the determination of the above parameters is not mainly based on the quality of the above impurity removal effect. The main factors that affect the impurity removal effect are the following aspects.
1. The installation position of the upper row of miscellaneous knives
The installation position of the upper row of miscellaneous knives not only determines the length of the upper row of miscellaneous knives, but also determines the matching gap between it and the saw teeth. After the saw teeth rotate through the working point gap of the embossed rib row, the impurities in the floating cotton layer cannot be separated from the fibers at the same time. Under normal circumstances, the impurities on the surface of the floating cotton layer are separated first, and the impurities inside the floating cotton layer are separated last, because it takes a certain amount of time for the impurities to move from the inner layer to the surface. Fibers have different constraints on impurities, which also causes the impurities to be separated first and later. Therefore, the longer the upper impurity discharge area is, the more time it takes for impurities to rest on the surface of the floating cotton layer, and the more impurities are separated. On the contrary, the shorter the upper impurity discharge area, the fewer impurities are separated. The installation position of the upper row of miscellaneous knives depends on the installation position of the brush roller or air nozzle.
The upper row of miscellaneous knives is installed close to the saw teeth. The impact of the knife edge on the serrated floating cotton layer is obvious. There are more impurities separated, but the loss of effective fibers is also large. On the contrary, the upper row of miscellaneous knives are far away from the saw teeth, and the separated impurities are less. There is also less loss of effective fiber. The size of the gap between the upper row of miscellaneous blades and the saw teeth should be determined according to the thickness of the floating cotton layer. If the gin has a high output and the floating cotton layer is thick, the gap should be larger; conversely, the gap can be smaller.
2. The angle and cleanliness of the upper trash discharge knife edge
When the saw teeth bring the floating cotton layer and hit the upper trash discharge knife edge, the impact force of the upper trash discharge knife edge on the floating cotton layer can be decomposed into two components. , one is the component force along the working surface of the upper row of miscellaneous knives, which can throw out impurities; the other is the component force perpendicular to the working surface of the upper row of miscellaneous knives, which can hold the fibers. The installation angle of the upper trash discharge knife edge, that is, the angle between the direction of the impact force and the working surface of the upper trash discharge knife affects not only the magnitude of the two component forces, but also their direction, which in turn affects the upper trash discharge effect.
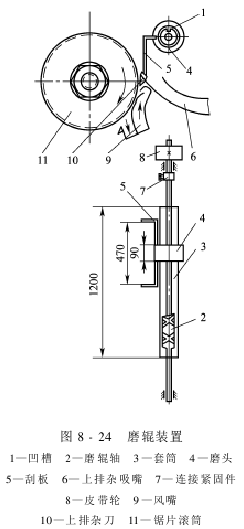
There are often insect feces and insect corpses stuck to the cutting edge of the upper row. They will stick to fibers and infertile eggs. When they accumulate to a certain extent, they will form many cotton slivers hanging on the cutting edge and suspended between the saw blades. . They may be caught by the saw teeth and remixed into the lint, affecting the quality of the lint. They may also interfere with the airflow direction of the air flushing port when the airflow is brushing, causing disordered airflow patterns, poor lint brushing, and increased lint loss. For this reason, the debris adhering to the upper debris discharge knife edge should be brushed off in time to keep the upper debris discharge knife edge clean. Nowadays, a grinding roller or a scraping roller device is generally used to clean the upper debris discharge blade. Figure 8-24 shows the grinding roller device. There are two spiral grooves with opposite rotation directions on the grinding roller shaft. The grinding head is embedded in the spiral groove using the fork angle, and two scrapers are installed on the grinding head. When the grinding head reciprocates on the shaft with the rotation of the grinding roller shaft, the scraper can scrape off the impurities adhered to the upper blade edge. The entire working process of the scraper should meet the length of the upper blade. To prevent impurities from embedding in the spiral groove, cloth covers should be placed on both sides of the grinding head. The scraper roller relies on the rotation of the scraper roller, and the elastic blade scrapes the impurities adhered to the upper scraper blade.
3. The position of the suction nozzle and the suction wind speed
It is best to use the airflow to suck away the impurities in time. The suction nozzle is a long and narrow triangular box. The suction mouth should be slightly longer than the tool edge of the upper row of miscellaneous knives.��. In addition, Q3 can also be diverted, such as opening an air supply port on the bottom plate to reduce the speed of the upward airflow and reduce the back suction of impurities.
④The position of the impurity discharge adjustment plate: The main function of the impurity discharge adjustment plate is to separate fibers and impurities so that they can go their own way. After the impurities and fibers leave the cotton brushing point, they travel downward in different leisure routes. If the impurity discharge adjustment plate is close to the saw blade roller, some impurities will enter the lint passage along the impurity discharge adjustment plate, causing the lint to contain more impurities. On the contrary, if the impurity discharge adjustment plate is further away from the saw blade drum, the impurity content of the lint will be reduced, but the loss of effective fibers will be increased. The position of the waste removal adjustment plate should be adjusted according to the waste and waste removal conditions, the cotton content index of infertile children, etc., and strive to remove more waste and less fiber loss.
⑤The gap between the rear windshield and the brush: During the brushing process, if fibers enter between the brush roller and the cover from the rear windshield, the brush will carry the fiber with it at the brushing point and The fibers on the saw blade are rubbed repeatedly, producing a large number of neps, cords, and even cotton balls and lumps. In order to prevent fibers from returning with the brush, the gap between the rear windshield and the brush should be small, generally 1 to 3mm; in order to avoid the gap change caused by the deformation of the rear windshield, the rear windshield can be made into a triangle; The bristles of the brush bar should be cut flat to ensure that the brush roller has a consistent gap with the rear wind deflector over its entire length.
⑥The size of the fan blades at both ends of the brush roller: During the brushing process, the air flow on the surface of the brush roller is required to be uniform, the wind direction is stable, and there is no flying to both sides. Whether the airflow on the surface of the brush roller is uniform mainly depends on whether the wind force generated by the fan blades at both ends of the brush roller and the wind force generated by the brush roller are uniform. If the fan blades at both ends of the brush roller are too wide, the wind force generated by the fan blades must be greater than the wind force generated by the brush roller, and there will be waste on both sides of the brush roller; conversely, the wind force generated by the fan blades at both ends must be smaller than that generated by the brush roller. Due to wind force, fibers will wrap around the shaft of the brush drum. When the wind force on both sides of the brush roller is slightly different from the wind force on the surface of the brush roller, the supplementary air volume at both ends can be changed by adjusting the insert doors at both ends to maintain uniform air volume throughout the entire length of the brush roller. Uneven density of brush strips, loss of bristles, and unequal gaps between the brush and the front and rear windshields will cause uneven airflow on the surface of the brush drum and affect the brushing effect.
⑦The gap between the brush and the saw teeth: The gap between the brush and the saw teeth is at least zero to ensure the brushing force of the brush on the floating cotton layer on the saw teeth. When the moisture content of the cotton fiber is high, the bristles of the brush should extend into the saw teeth to enhance the brushing effect.
(2) The main factors that affect the effect of air brushing and dust removal:
①The installation position of the air nozzle;
②The air flow speed of the air flushing port;
③The structure and production of the air nozzle;
④The position of the lower row of miscellaneous knives.
(3) Other influencing factors:
① Discharge of cotton brushing airflow: Whether the cotton brushing airflow is ventilated or not is not only related to the transportation of fibers, but also affects the separation of impurities and fibers. If the exhaust air is not smooth, the speed of the air flow in the pipe will decrease, which will reduce the entrainment air flow and supplementary air volume, which will increase the fiber content in the lower exhaust impurities and even cause flying phenomenon; if the exhaust air is too large, impurities will easily be brought into the lint. And it affects the normal flow pattern of the airflow in the cotton brushing area. The air volume of the cotton brushing airflow fan should be greater than the cotton brushing exhaust air volume, preferably 1.2 to 1.3 times the cotton brushing exhaust air volume; the fan pressure is limited to offset the resistance of the pipe network to maintain the normal discharge of cotton brushing exhaust air.
② Cotton fiber moisture content: The moisture content of cotton fiber is low, the fiber is loose, the friction between the saw teeth and the fiber is small, and the cotton is clean when brushed; the moisture content is high, the cotton fiber easily slides to the tooth root and gets stuck in it, making it difficult to brush clean. Moreover, the fibers are easy to stick to the saw teeth and cannot be cleaned by blowing.
③ Saw angle and smoothness: when the saw angle decreases, the fiber will easily slip out; when the saw angle increases, the fiber will not easily slip out. Therefore, considering the cotton brushing effect, the sawing angle should be small rather than large. However, the saw angle is too small, and when the saw blade has not reached the cotton brushing position, the fibers have left the saw teeth, and the saw teeth and fibers will slip in the work box, affecting the hooking efficiency. Therefore, the size of the saw angle should be considered comprehensively and selected reasonably.
The smoother the saw teeth, the easier it is to brush the cotton, and the quality of the cotton brushing is better. Sanding can be used to reduce the roughness of the saw teeth, and the effect will be better.
In summary, there are many factors that affect the effect of cotton brushing and cleaning. An important feature of agricultural and sideline products sorting is that the raw materials vary greatly. Therefore, the influence of the cotton properties on the cotton brushing and impurity removal effects cannot be ignored. When selecting the process route and process parameters, the factors of the cotton properties must be considered.
AAAGFHTRYKUYIU7OUP





