

Pneumatic conveying cotton conveying
There are two forms of cotton transportation in cotton finishing plants. In the past, negative pressure transportation and three-tube cotton distribution were more commonly used. Nowadays, spiral (auger) cotton distribution is mostly used.
Spiral cotton distribution is to use the spiral to rotate in the spiral groove to transport the cotton to the cotton distribution box of the gin at the bottom of the spiral. The structure of the spiral cotton distribution device is shown in Figure 11-4. The spiral cotton distribution device consists of a cotton distribution spiral, an overflow cotton bin and an overflow cotton conveying device.
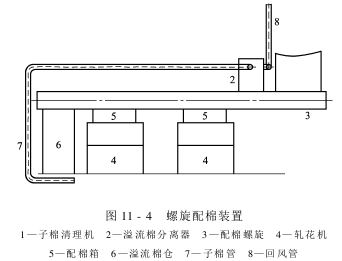
With cotton The screw is a horizontally fixed screw conveyor, which consists of three parts: the screw machine body, the feed port and the discharge port, and the driving device.
The main body of the screw machine is composed of head bearing, tail bearing, intermediate bearing, spiral, trough, cover plate and other parts. In order to facilitate the smooth fall of the cotton into the cotton distribution box of the gin at the discharge port, the spiral blade adopts a very solid shape, which is a trapezoidal structure with thick roots and thin ends.
The trough adopts a special inclined wall trough, and the spiral is installed on one side of the asymmetric inclined wall trough. The minimum gap between the spiral blade and the trough is 15mm. The intermediate bearing is fixed on the side wall of the trough and hangs diagonally.
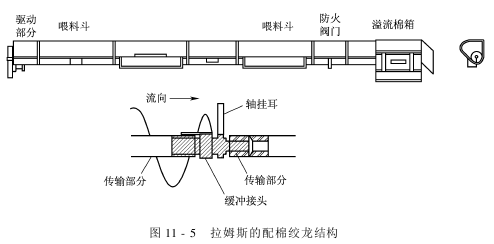
Figure 11-5 shows the cotton-equipped auger produced by the American Rams Company.
Overflow The cotton conveying device is a suction-type pneumatic conveying device, which consists of a suction nozzle, a sub-cotton pipe, an overflow cotton separator, an overflow cotton suction fan, an air pipe, a dust collector and other components. Its main function is to store excess cotton after ginning and blending, or to store cotton in the process pipeline when the gin fails.
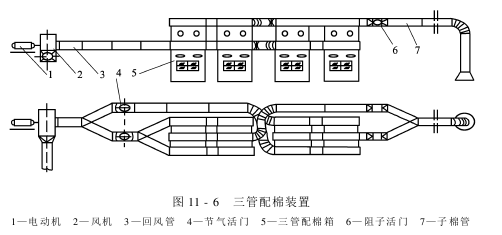
The three-pipe cotton distribution device is mainly composed of sub-cotton pipes, three-pipe cotton distribution boxes, return air ducts, cotton distribution fans, dust collectors, choke valves, throttle valves and throttle valve reversing mechanisms, as shown in Figure 11 -6 shown.
Three tubes The cotton distribution box is the main equipment of the three-tube cotton distribution device. It consists of a feeding pipe, two suction pipes, a box and other parts, as shown in Figure 11-7. The three-tube cotton distribution box can be made of thin steel plates. There is a canvas valve in the box. Its function is to automatically close when the ventilator suctions air and maintain the negative pressure in the box to facilitate the suction and storage of cotton. There are also two screens in the box, which are used to separate the cotton and the air. The fine impurities mixed in the cotton will enter the dust collector through the mesh and the fan.
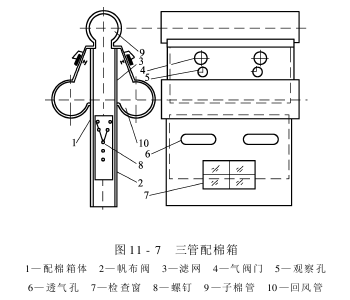
With cotton The cross-sectional area of the upper part of the box is slightly smaller than the cross-sectional area of the lower part (about 15% smaller). This structure is conducive to the falling of cotton.
The size of the lower part of the cotton distribution box depends on the size of the cotton inlet of the gin. The height of the box depends on the required storage capacity of cotton, and the storage capacity of cotton is based on the principle of ensuring continuous production of the gin. Usually, the height of the cotton box is designed based on the output of the gin and the number of gins on the production line. Generally, the cotton storage height of the cotton distribution box is required to be 1000~2000mm, and the total height of the cotton distribution box is 2500~3500mm.
In the two parallel feeding arms after the bifurcation of the sub-cotton conveying tee pipe, there is an air blocking valve. Its function is to prevent the other group from supplementing air when one group is feeding.
Because the three-pipe cotton distribution works in two groups, the sub-cotton pipe, damper valve, return air duct, and throttle valve must be divided into two groups. The cotton distribution box must also be divided into two groups with the sub-cotton pipe and return valve. Duct connection.
Two choke valves are installed in the two branches of the cotton pipe tee (the pipe section where the choke valve is installed is a square cross-section), which is used to control the air flow and the transport direction of cotton. The damper valve is generally a square valve made of steel. One side of the valve is fixed on the small shaft, and the other three sides are free sides. To ensure tight closing, rubber can be added around the valve.
The filter adopts a woven mesh with a mesh size of 8 to 10 mesh and a rectangular shape. It is fixedly installed at the entrance of the upper return duct in the cotton distribution box. The height of the filter determines the ventilation area of the filter.
The canvas cover is placed in the lower part of the cotton distribution box. The upper end of the cylindrical canvas cover is fixed on the box wall with screws on both sides. The screws are arranged in a “Y” or “V” shape to prevent the canvas cover from rolling up. When the cotton distribution box is in working condition (i.e. negative pressure state), the canvas cover automatically closes, which not only blocks outside air from entering the box, but also can accept the cotton sucked in by the cotton tube. The height of the canvas cover requires that it can neither be sucked over by the airflow (caused by being too short) nor be tightly closed (caused by being too long) when working with cotton boxes. It is usually around 1m.
The air valve is composed of a gland and a spring. The opening and closing of the air valve is completed by utilizing the counterbalance between the negative pressure suction force of the air flow and the deformation force of the spring. When the cotton distribution box is in the working state, the negative pressure suction force of the air flow overcomes the deformation force of the spring, causing the air valve to close, blocking outside air from entering the box; when the cotton distribution box is in the non-working state, the negative pressure suction force of the air flow disappears and the spring resumes its deformation. , so that the air valve opens and outside air can enter the box.
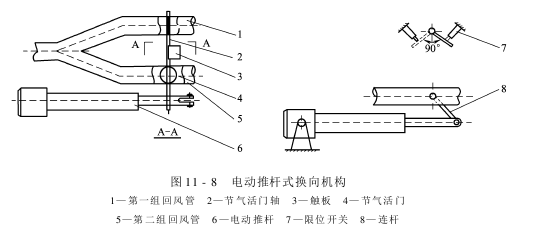
There are many types of throttle valve reversing mechanisms, the more commonly used ones are electric push rod type and…There are two types of discs at the moment. The structure of the electric push rod throttle valve reversing mechanism is shown in Figure 11-8. It realizes the throttle valve reversal through the expansion and contraction of the electric push rod. The opening and closing time of the throttle valve is controlled by a time relay. The opening and closing time of the throttle valve of the timing plate reversing mechanism is determined by the shape and rotation speed of the cam timing plate. The biggest disadvantage of this mechanism is that the structure is complex and the opening and closing time of the throttle valve cannot be adjusted arbitrarily, so it has been eliminated.
Three tubes The working process of cotton distribution is as follows: when the throttle valve of the group is opened by the reversing mechanism, the throttle valve of the second group is reversed and closed. Negative pressure is formed in the cotton distribution box of the group, the damper valve is opened, and the cotton enters the cotton distribution box through the cotton tube and damper valve. The dusty air passes through the return duct, throttle valve, and fan and is sent to the dust collector for purification. ; The negative pressure in the second group of cotton distribution boxes disappears, the damper valve is closed, and the cotton in the cotton distribution box is supplied to the gin for sorting. After the predetermined opening time, the throttle valve of the group is closed again by the reversing mechanism, and the throttle valve of the second group is reversed and opened. At this time, the negative pressure in the cotton distribution box of the second group disappears, the damper valve is closed, and the cotton in the cotton distribution box is supplied to the gin for sorting; a negative pressure is formed in the cotton distribution box of the second group, the damper valve is opened, and the cotton is supplied to the gin. The cotton pipe and damper valve enter the cotton distribution box, and the dusty air passes through the return air duct, throttle valve, and fan and is sent to the dust collector for purification. The opening and closing cycle of the throttle valve is also called the cotton distribution cycle. In order to ensure the continuous production of the gin, when each group of throttle valves is opened to distribute cotton, the amount of cotton stored in the cotton distribution box after being sucked from the cotton pipe should be enough for the gin to complete one cotton distribution cycle.
Due to the progress of the cotton fiber finishing industry and the continuous upgrading of the three-tube cotton distribution device, the three-tube cotton distribution system has been recognized within the industry, especially when finishing the long-staple cotton distribution system, the three-tube cotton distribution device It has many advantages:
(1) The operation is simple and reliable. When the cotton suction amount exceeds the limit, it can stop sucking flowers freely, and there is no problem of cotton overflow; There are no special requirements for the installation of the cleaning machine;
(3) The three-tube cotton distribution device has a simple structure, low failure rate and easy maintenance. Especially when sorting long-staple cotton, the long-staple cotton sub-cotton runs in the air transport pipeline, which reduces mechanical slack and can reduce lint defects during the finishing process; In the cotton device, the cotton is isolated from the air in the workshop to form a negative pressure, which reduces the pollution of dust in the air of the workshop, keeps the workshop clean and hygienic, and can reduce the harm of dust to workers.
AAAVBJYTUJGHNH





